В последнее время я искал способы упростить изготовление печатных плат. Приблизительно с год назад я наткнулся на одну интересную страничку , где описывался процесс модификации струйного принтера Epson для печати на толстых материалах в т.ч. на медном текстолите. В статье описывалась доработка принтера Epson C84, однако у меня был принтер Epson C86, но т.к. механика принтеров Epson я думаю у всех схожая, то я решил попробовать сделать модернизацию своего принтера.
В данной статье я постараюсь максимально подробно, шаг за шагом, описать процесс модернизации принтера для печати на омедненном текстолите.
Необходимые материалы:
- ну естественно понадобится сам принтер Epson семейства С80.
- лист алюминиевого, либо стального материала
- скобы, болты, гайки, шайбы
- небольшой кусок фанеры
- эпоксидка или суперклей
- чернила (об этом позже)
Инструменты:
- шлифмашинка (Dremel и т.п.) с отрезным кругом (можно попробовать маленькой обезьяной)
- различные отвертки, ключи, шестигранники
- дрель
- термофен
Шаг 1. Разбираем принтер
Первое, что я сделал - снял задний выходной лоток для бумаги. После этого надо снять передний лоток, боковые панели и затем основной корпус.
На фотографиях ниже приведен подробный процесс разборки принтера:



Шаг 2. Снимаем внутренние элементы принтера
После того, как у принтера снят корпус, необходимо поснимать некоторые внутренние элементы принтера. Сначала, необходимо снять датчик подачи бумаги. В дальнейшем он нам понадобится, поэтому при снятии не повредите его.

Затем, необходимо снять центральные прижимные ролики, т.к. они могут мешать при подаче печатной платы. В принципе боковые ролики тоже можно снять.

Ну и в конце, необходимо снять механизм очистки печатающей головки. Механизм держится на защелках и снимается очень просто, но при снятии, будьте очень осторожны, т.к. к нему подходят разные трубки.


Разборка принтера завершена. Теперь приступим к его "лифтингу".
Шаг 3. Снятие платформы печатающей головки

Начинаем процесс модернизации принтера. Работа требует аккуратности и применения защитных средств (глаза нужно беречь!).
Для начала необходимо открутить рейку, которая прикручена двумя болтами (см. фото выше). Открутили? Откладываем ее в сторону, она нам еще пригодится.

Теперь обратите внимание на 2 болта возле механизма очистки головки. Их также откручиваем. Однако, с левой стороны сделано немного по другому, там можно срезать крепления.
Чтобы снять всю платформу с головкой, сначала, все внимательно осмотрите и отметьте маркером те места, где надо будет резать метал. А потом аккуратно срежьте метал ручной шлифмашинкой (Dremel и т.п.)



Шаг 4. Очистка печатающей головки
Этот шаг является необязательным, но раз уж полностью разобрали принтер, то лучше сразу почистить печатающую головку. Тем более, что в этом нет ничего сложного. Для этой цели я использовал обычные ушные палочки и очиститель стекол.

Шаг 5. Установка платформы печатающей головки. Часть 1
После того, как все разобрано и очищенно настало время собирать принтер с учетом необходимого зазора для печати на текстолите. Или как говорят джиперы "лифтинг" (т.е. подъем). Величина лифтинга полностью зависит от того материала, на котором вы собираетесь печатать. В своей модификации принтера я планировал использовать стальной податчик материала с прикрепленным на нем текстолитом. Толщина платформы для подачи материала (сталь) была 1.5 мм, толщина фольгированного текстолита, из которого я обычно делал платы составляла также 1.5 мм. Однако, я решил, что головка не должна сильно давить материал, и поэтому величину зазора я выбрал около 9 мм. Тем более, что иногда я печатаю на двухстороннем текстолите, который немного толще одностороннего.

Для того, чтобы мне легче было контролировать уровень подьема, я решил использовать шайбы и гайки, толщину которых я замерил штанген-циркулем. Также, я прикупил несколько длинных болтов и гайки для них. Я начал с фронтальной системы подачи.
Шаг 6. Установка платформы печатающей головки. Часть 2

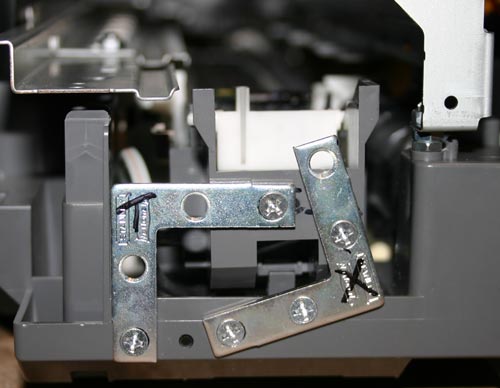
Перед установкой платформы для печатающей головки, необходимо изготовить небольшие перемычки. Я сделал их из уголков, которые распилил на 2 части (см. фото выше). Можно конечно их сделать самому.



После, я разметил отверстия для сверления в принтере. Нижние отверстия разметить и просверлить очень просто. Затем, сразу же прикрутил кронштейны на их место.

Следующим шагом необходимо разметить и просверлить верхние отверстия в платформе, это сделать несколько сложнее, т.к. все должно быть на одном уровне. Для этого, я подложил по паре гаек, в местах стыковки платформы с основой принтера. При помощи уровня, удостоверьтесь, что платформа стоит ровно. Отмечаем отверстия, сверлим и стягиваем болтами.


Шаг 7. "Лифтинг" механизма очистки печатающей головки
Когда принтер заканчивает печать, головка "паркуется" в механизм очистки головки, где происходит очистка дюз головки, для предотвращения их засыхания и засорения. Этот механизм также предстоит немного поднять.

Данный механизм я закрепил при помощи двух уголков (см. фото выше).
Шаг 8. Система подачи
На данной стадии рассмотрим процесс изготовления системы подачи и установку датчика подачи материала.

При разработке системы подачи первой проблемой была установка датчика подачи материала. Без данного датчика принтер не функционировал бы, но где и как его установить? Когда бумага проходит через принтер, то данный датчик сообщает контроллеру принтера, когда проходит начало бумаги и на основании этих данных принтер вычисляет точную позицию бумаги. Датчик подачи представляет из себя обычный фотосенсор с излучающим диодом. При прохождении бумаги (в нашем случае материала), луч в датчике прерывается.
Для сенсора и системы подачи я решал сделать платформу из фанеры.

Как видно на фото выше, я склеил между собой несколько слоев фанеры для того, чтобы сделать подачу на одном уровне с принтером. В дальнем углу платформы я закрепил датчик подачи, через который будет проходить материал. В фанере, я сделал небольшой вырез, чтобы вставить датчик.


Следующей задачей встала необходимость сделать направляющие. Для этого я использовал алюминиевые уголки, которые приклеил к фанере. Важно, чтобы все углы были четко 90 градусов и направляющие были строго параллельны друг другу. В качестве материала подачи я использовал алюминиевый лист, на который будет ложиться и фиксироваться омедненный текстолит для печати.


Лист подачи материала я изготовил из алюминиевого листа. Размер листа я старался сделать приблизительно равным формату А4. Немного почитав в интернете по работе датчика подачи бумаги и принтера в целом, я выяснил, что для корректной работы принтера необходимо в листе подачи материала сделать в углу небольшой вырез, чтобы датчик срабатывал немного позднее чем начинали крутиться ролики подачи. Длина выреза составила около 90мм.

После того, как все сделано, на листе подачи я закрепил обычный лист бумаги, на компьютере установил все драйвера и сделал пробную печать на обычном листе.
Шаг 9. Заполняем чернильный картридж

Последняя часть модификации принтера посвящена чернилам. Обычные чернила от Epson не стойкие к химическим процессам, протекающим при травлении печатной платы. Поэтому необходимо специальные чернила, называются они Mis Pro yellow ink . Однако, данные чернила могут не подойти к другим принтерам (не Epson), т.к. там могут использоваться другие типы печатающих головок (в Epson используется пьезоэлектрическая печатающая головка). В интернет-магазине inksupply.com есть доставка в Россию.

Помимо чернил, я купил новые картриджи, хотя конечно можно использовать и старые, если хорошо их помыть. Естественно, для заправки картриджей понадобится еще обычный шприц. Также, я купил специальный девайс для обнуления картриджей принтера (синий на фото).
Шаг 10. Тесты

Теперь переходим к тестам печати. В программе проектирования , я сделал несколько заготовок для печати, с дорожками различной толщины.


Качество печати вы можете оценить по фотографиям выше. А ниже представлено видео печати:
Шаг 11. Травление
Для травления плат, изготовленных данных способом, подходит только раствор хлорного железа. Другие методы травления (медный купорос, соляная кислота и т.п.) могут разъесть чернила Mis Pro yellow ink. При травлении хлорным железом, лучше нагревать печатную плату при помощи теплофена, это ускоряет процесс травления и т.о. меньше "сьедается" слой чернил.

Температура нагрева, пропорции и длительность травления подбираются опытным путем.
В последнее время я искал способы упростить изготовление печатных плат. Приблизительно с год назад я наткнулся на одну интересную статью, где описывался процесс модификации струйного принтера Epson для печати на толстых материалах в т.ч. на медном текстолите. В статье описывалась доработка принтера Epson C84, однако у меня был принтер Epson C86, но т.к. механика принтеров Epson я думаю у всех схожая, то я решил попробовать сделать модернизацию своего принтера. В данной статье я постараюсь максимально подробно, шаг за шагом, описать процесс модернизации принтера для печати на омедненном текстолите.
Необходимые материалы:
— ну естественно понадобится сам принтер Epson семейства С80.
— лист алюминиевого, либо стального материала
— скобы, болты, гайки, шайбы
— небольшой кусок фанеры
— эпоксидка или суперклей
— чернила (об этом позже)
Инструменты:
— шлифмашинка (Dremel и т.п.) с отрезным кругом (можно попробовать маленькой обезьяной)
— различные отвертки, ключи, шестигранники
— дрель
— термофен
Шаг 1. Разбираем принтер
Первое, что я сделал — снял задний выходной лоток для бумаги. После этого надо снять передний лоток, боковые панели и затем основной корпус.
На фотографиях ниже приведен подробный процесс разборки принтера:

Шаг 2. Снимаем внутренние элементы принтера
После того, как у принтера снят корпус, необходимо поснимать некоторые внутренние элементы принтера. Сначала, необходимо снять датчик подачи бумаги. В дальнейшем он нам понадобится, поэтому при снятии не повредите его.

Затем, необходимо снять центральные прижимные ролики, т.к. они могут мешать при подаче печатной платы. В принципе боковые ролики тоже можно снять.

Ну и в конце, необходимо снять механизм очистки печатающей головки. Механизм держится на защелках и снимается очень просто, но при снятии, будьте очень осторожны, т.к. к нему подходят разные трубки.

Разборка принтера завершена. Теперь приступим к его «лифтингу».
Шаг 3. Снятие платформы печатающей головки
Начинаем процесс модернизации принтера. Работа требует аккуратности и применения защитных средств (глаза нужно беречь!).
Для начала необходимо открутить рейку, которая прикручена двумя болтами (см. фото выше). Открутили? Откладываем ее в сторону, она нам еще пригодится.

Теперь обратите внимание на 2 болта возле механизма очистки головки. Их также откручиваем. Однако, с левой стороны сделано немного по другому, там можно срезать крепления.
Чтобы снять всю платформу с головкой, сначала, все внимательно осмотрите и отметьте маркером те места, где надо будет резать метал. А потом аккуратно срежьте метал ручной шлифмашинкой (Dremel и т.п.)


Шаг 4. Очистка печатающей головки
Этот шаг является необязательным, но раз уж полностью разобрали принтер, то лучше сразу почистить печатающую головку. Тем более, что в этом нет ничего сложного. Для этой цели я использовал обычные ушные палочки и очиститель стекол.
Шаг 5. Установка платформы печатающей головки. Часть 1
После того, как все разобрано и очищенно настало время собирать принтер с учетом необходимого зазора для печати на текстолите. Или как говорят джиперы «лифтинг» (т.е. подъем). Величина лифтинга полностью зависит от того материала, на котором вы собираетесь печатать. В своей модификации принтера я планировал использовать стальной податчик материала с прикрепленным на нем текстолитом. Толщина платформы для подачи материала (сталь) была 1.5 мм, толщина фольгированного текстолита, из которого я обычно делал платы составляла также 1.5 мм. Однако, я решил, что головка не должна сильно давить материал, и поэтому величину зазора я выбрал около 9 мм. Тем более, что иногда я печатаю на двухстороннем текстолите, который немного толще одностороннего.
Для того, чтобы мне легче было контролировать уровень подьема, я решил использовать шайбы и гайки, толщину которых я замерил штанген-циркулем. Также, я прикупил несколько длинных болтов и гайки для них. Я начал с фронтальной системы подачи.
Шаг 6. Установка платформы печатающей головки. Часть 2

Перед установкой платформы для печатающей головки, необходимо изготовить небольшие перемычки. Я сделал их из уголков, которые распилил на 2 части (см. фото выше). Можно конечно их сделать самому.


После, я разметил отверстия для сверления в принтере. Нижние отверстия разметить и просверлить очень просто. Затем, сразу же прикрутил кронштейны на их место.

Следующим шагом необходимо разметить и просверлить верхние отверстия в платформе, это сделать несколько сложнее, т.к. все должно быть на одном уровне. Для этого, я подложил по паре гаек, в местах стыковки платформы с основой принтера. При помощи уровня, удостоверьтесь, что платформа стоит ровно. Отмечаем отверстия, сверлим и стягиваем болтами.


Шаг 7. «Лифтинг» механизма очистки печатающей головки
Когда принтер заканчивает печать, головка «паркуется» в механизм очистки головки, где происходит очистка дюз головки, для предотвращения их засыхания и засорения. Этот механизм также предстоит немного поднять.
Данный механизм я закрепил при помощи двух уголков (см. фото выше).
Шаг 8. Система подачи
На данной стадии рассмотрим процесс изготовления системы подачи и установку датчика подачи материала.

При разработке системы подачи первой проблемой была установка датчика подачи материала. Без данного датчика принтер не функционировал бы, но где и как его установить? Когда бумага проходит через принтер, то данный датчик сообщает контроллеру принтера, когда проходит начало бумаги и на основании этих данных принтер вычисляет точную позицию бумаги. Датчик подачи представляет из себя обычный фотосенсор с излучающим диодом. При прохождении бумаги (в нашем случае материала), луч в датчике прерывается.
Для сенсора и системы подачи я решал сделать платформу из фанеры.

Как видно на фото выше, я склеил между собой несколько слоев фанеры для того, чтобы сделать подачу на одном уровне с принтером. В дальнем углу платформы я закрепил датчик подачи, через который будет проходить материал. В фанере, я сделал небольшой вырез, чтобы вставить датчик.


Следующей задачей встала необходимость сделать направляющие. Для этого я использовал алюминиевые уголки, которые приклеил к фанере. Важно, чтобы все углы были четко 90 градусов и направляющие были строго параллельны друг другу. В качестве материала подачи я использовал алюминиевый лист, на который будет ложиться и фиксироваться омедненный текстолит для печати.


Лист подачи материала я изготовил из алюминиевого листа. Размер листа я старался сделать приблизительно равным формату А4. Немного почитав в интернете по работе датчика подачи бумаги и принтера в целом, я выяснил, что для корректной работы принтера необходимо в листе подачи материала сделать в углу небольшой вырез, чтобы датчик срабатывал немного позднее чем начинали крутиться ролики подачи. Длина выреза составила около 90мм.

После того, как все сделано, на листе подачи я закрепил обычный лист бумаги, на компьютере установил все драйвера и сделал пробную печать на обычном листе.
Шаг 9. Заполняем чернильный картридж

Последняя часть модификации принтера посвящена чернилам. Обычные чернила от Epson не стойкие к химическим процессам, протекающим при травлении печатной платы. Поэтому необходимо специальные чернила, называются они Mis Pro yellow ink . Однако, данные чернила могут не подойти к другим принтерам (не Epson), т.к. там могут использоваться другие типы печатающих головок (в Epson используется пьезоэлектрическая печатающая головка). В интернет-магазине inksupply.com есть доставка в Россию.

Помимо чернил, я купил новые картриджи, хотя конечно можно использовать и старые, если хорошо их помыть. Естественно, для заправки картриджей понадобится еще обычный шприц. Также, я купил специальный девайс для обнуления картриджей принтера (синий на фото).
Шаг 10. Тесты

Теперь переходим к тестам печати. В программе проектирования Eagle, я сделал несколько заготовок для печати, с дорожками различной толщины.


Качество печати вы можете оценить по фотографиям выше. А ниже представлено видео печати:
Шаг 11. Травление
Для травления плат, изготовленных данных способом, подходит только раствор хлорного железа. Другие методы травления (медный купорос, соляная кислота и т.п.) могут разъесть чернила Mis Pro yellow ink. При травлении хлорным железом, лучше нагревать печатную плату при помощи теплофена, это ускоряет процесс травления и т.о. меньше «сьедается» слой чернил.

Температура нагрева, пропорции и длительность травления подбираются опытным путем.


Мы выяснили, что для этого нужен планшетный принтер. Промышленный планшетный принтер стоит просто астрономических денег, поэтому большинство старается соорудить планшетный принтер своими руками, что не то чтобы сэкономит кучу денег, а в принципе сделает проект реальным без необходимости продать полквартиры драг-дилерам под притон.
На самом деле планшетный принтер может служить не только дополнением к для прямой печати красочных изображений на готовой продукции. Он может выступать в качестве вполне самостоятельного средства производства! Например, для печати на футболках и ткани (текстильный принтер), печати на кафельной плитке и стекле (для студии дизайна интерьера), для изготовления печатных плат при производстве электроники, и многое-многое другое. Т.е. как мы видим, планшетный принтер — это отдельный бизнес, начать который под силу любому уже с первой зарплаты, просто изготовив планшетный принтер своими руками!
Для начала нужно понять, в чем заключается переделка струйного принтера. Обычный струйный принтер рассчитан на печать по бумаге, а мы хотим осуществлять прямую печать на твердой поверхности. Значит нам нужно просто переделать механизм подачи бумаги, вместо которого требуется установить подвижный столик с плоской поверхностью для расположения объекта, на котором будет производиться прямая печать (фанера, дерево, футболка, плитка, стекло, чехол от иТелефона, буханка хлеба с памятной надписью и т.д.).
Приводить в движение плоский столик можно все тем же двигателем от механизма протяжки бумаги, но при этом нужно понимать, что ничего тяжелее куска тряпки такой столик «протащить» под принтером не сможет. Да и сам столик должен быть из какого-то «воздушного» материала, например, оргстекла или пластика, и желательно с дырками для облегчения веса. А иногда для широкоформатных принтеров целесообразно двигать не столик под принтером, а сам принтер над столом! Эта задача штатному движочку уж точно не под силу!
Я считаю, что нужно оставить родной двигатель принтера в покое и приспособить наиболее подходящий под задачи «хэви-лифтинга» шаговый двигатель. Выбор шаговых двигателей настолько велик, что можно протащить под принтером хоть пол кубометра кирпичей и осуществить на них прямую печать. Лично я сторонник универсальности и не люблю изначально запирать себя в рамки «печати только на ткани», поэтому я выбрал вариант переделки струйника в планшетный принтер с применением именно внешнего шагового двигателя для привода подвижного стола.
Для управления шаговым двигателем нужен контроллер и драйвер. С драйвером шагового двигателя вопросов никаких нет — это может быть самый простой A4988 стоимостью в 180 рублей, который обеспечивает выходной ток на обмотку двигателя аж до 2 Ампер (с применением радиатора и внешнего охлаждения вентилятором). Этого более чем достаточно для управления шаговым двигателем средней мощности.
Осталось понять, для чего нужен контроллер и какие функции он будет выполнять. Если разобрать любой струйный принтер и обратить внимание на механизм подачи бумаги, то можно увидеть длинный вал с прорезиненными роликами, приводимый в движение небольшим моторчиком через зубчатую передачу. Там же на валу располагается прозрачный диск с маленькими черными делениями — это так называемый энкодер. Диск энкодера проходит через черненький такой оптический датчик, а эти деления на диске помогают электронике принтера понять, на сколько прокрутился вал подачи бумаги, иными словами — на сколько сдвинулся лист в принтере. Нашему контроллеру по большому счету нужно просто преобразовать «смещение бумаги» в «смещение стола». Для этого он тоже должен «читать» данные с энкодера (считать черные риски) и преобразовывать эти данные в шаги для шагового двигателя.
 В качестве контроллера можно применить всеми любимую плату Arduino. Купить простейшую Arduino можно за 500 рублей. Кто-то скажет, что Arduino слишком медленная — это не совсем верно, а точнее, совсем не верно! Arduino — это просто удобная среда разработки на микроконтроллерах AVR фирмы Atmel. Никто не запрещает в среде Arduino использовать «родные» команды этого микроконтроллера вместо библиотечных функций среды Arduino, которые действительно медленные. С «родными» командами ваш микроконтроллер будет работать практически с частотой тактирования (а это как никак 16 МГц, стабилизированных кварцевым резонатором на плате). Для сравнения, сигнал с энкодера принтера может поступать с частотой не больше нескольких сотен герц или килогерц, т.е. наш микроконтроллер будет грубо говоря 1 такт работать, а остальные 1000 тактов отдыхать!
В качестве контроллера можно применить всеми любимую плату Arduino. Купить простейшую Arduino можно за 500 рублей. Кто-то скажет, что Arduino слишком медленная — это не совсем верно, а точнее, совсем не верно! Arduino — это просто удобная среда разработки на микроконтроллерах AVR фирмы Atmel. Никто не запрещает в среде Arduino использовать «родные» команды этого микроконтроллера вместо библиотечных функций среды Arduino, которые действительно медленные. С «родными» командами ваш микроконтроллер будет работать практически с частотой тактирования (а это как никак 16 МГц, стабилизированных кварцевым резонатором на плате). Для сравнения, сигнал с энкодера принтера может поступать с частотой не больше нескольких сотен герц или килогерц, т.е. наш микроконтроллер будет грубо говоря 1 такт работать, а остальные 1000 тактов отдыхать!
Оптический датчик энкодера принтера имеет два канала (условно — A и B). При вращении диска энкодера на выходе оптического датчика будут появляться прямоугольные импульсы. Направление вращения диска энкодера можно узнать, определив из какого канала импульс приходит первым. Если в канале A пришел импульс, а в канале B импульса еще нету, то диск крутится по часовой (к примеру); если в канале A пришел импульс, а в канале B импульс также уже есть, то вращение идет против часовой стрелки (опять же — к примеру). В реальной программе мы сможем потом легко сменить «-» на «+», если окажется, что мотор крутится не туда.
Подключение оптического датчика к Arduino происходит через цифровые входы D2 и D3 (на плате Arduino отмечены циферками «2″ и «3″ соответственно). Остается подключить к выходу Arduino контроллер шагового двигателя на базе модуля A4988. Он на вход принимает сигналы STEP (один шаг или микрошаг шагового двигателя) и DIR (направление вращения: 1 — в одну сторону, 0 — в другую). На Arduino для выходов STEP и DIR мы можем назначить любые понравившиеся нам пины, например — 12 и 13. На 13-ом выводе обычно сидит еще и светодиод прямо на плате Arduino, который даст нам еще и визуальное подтверждение передачи шагов STEP в драйвер шагового двигателя. Если хотите, можно DIR повесить на вывод 13, тогда светодиод будет гореть при вращении в одну строну и гаснуть, при вращении в другую — тоже наглядно.
Программа для микроконтроллера получается очень простой. Вот ее листинг:
// Пины для входа с энкодера
#define ENC_A_PIN 2
#define ENC_B_PIN 3
// Чтение значения с энкодера
#define ENC_A ((PIND & (1 << ENC_A_PIN)) > 0)
#define ENC_B ((PIND & (1 << ENC_B_PIN)) > 0)// Пины STEP/DIR
#define STEP_PIN 13
#define DIR_PIN 12// Отправка данных в порты STEP/DIR
#define STEP(V) (PORTB = V ? PORTB | (1 << (STEP_PIN-8)) : PORTB & (~(1<<(STEP_PIN-8))))
#define DIR(V) (PORTB = V ? PORTB | (1 << (DIR_PIN-8)) : PORTB & (~(1<<(DIR_PIN-8))))void setup() {
intSetup();
driveSetup();
}void driveSetup(){
pinMode(STEP_PIN, OUTPUT);
STEP(0);pinMode(DIR_PIN, OUTPUT);
DIR(0);
}volatile boolean A, B;
void intSetup(){
pinMode(ENC_A_PIN, INPUT);
A = ENC_A;
attachInterrupt(0, onEncoderChannelA, CHANGE);pinMode(ENC_B_PIN, INPUT);
B = ENC_B;
attachInterrupt(1, onEncoderChannelB, CHANGE);
}volatile unsigned long pulses = 0;
volatile boolean gotDir = false;
volatile boolean cw = false;unsigned long pps = 2; // pulses per step
if(pulses >= pps){
pulses = 0;
STEP(1);
delayMicroseconds(10);
STEP(0);
}if(gotDir){
DIR(!cw);
gotDir = false;
}
}void onEncoderChannelA(){
if((A && B) || (!A && !B)){
if(!cw) gotDir = true;
cw = true;
}else{
if(cw) gotDir = true;
cw = false;
}pulses ++;
}void onEncoderChannelB(){
if((B && A) || (!B && !A)){
if(cw) gotDir = true;
cw = false;
}else{
if(!cw) gotDir = true;
cw = true;
}pulses ++;
}
Немного пояснений по коду. В attachInterrupt() мы вешаем функцию-обработчик на внешнее прерывание, которое у нас срабатывает по изменению состояния канала оптического датчика энкодера. Любое изменение с 0 на 1 и с 1 на 0 отслеживается функцией onEncoderChannelA и onEncoderChannelB для канала A и B соответственно. Ну а дальше мы просто подсчитываем количество импульсов с энкодера и выдаем шаговому двигателю команды STEP и DIR. Как видите — ничего сложного!
Потом, в зависимости от конструкции стола и механизма передачи нужно будет подобрать коэффициент преобразования импульсов с энкодера в шаги двигателя. У меня в программе это значение задается в переменной pps (pulses per step — импульсов на шаг).
На видео макет контроллера для стола планшетного принтера в действии. Пока использован линейный энкодер вместо кругового, но сути это не меняет. Видно как контроллер в реальном времени управляет положением шагового двигателя в зависимости от положения датчика энкодера.
Самым простым, доступным и дающим хорошие результаты способом изготовления печатных плат в домашних условиях является так называемый «лазерно-утюговый» (или ЛУТ). Описание этого способа легко можно найти по соответствующим ключевым словам, поэтому подробно на нем останавливаться мы не будем, только отметим, что в простейшем варианте все что нужно - это доступ к лазерному принтеру и самый обыкновенный утюг (не считая обычных материалов для травления плат). Так что, альтернатив у данного способа нет?
Разрабатывая разнообразные электронные устройства, применяемые, например, при тестировании мониторов, мы применяли несколько способов монтажа электронных компонентов. При этом далеко не всегда использовались печатные платы как таковые, так как при создании прототипов и устройств в единичном экземпляре (а часто это оказывалось и тем и другим), при условии неизбежных ошибок и модификаций, зачастую выгоднее и удобнее использовать фабрично изготовленные макетные платы, выполняя разводку тонким многожильным проводом в тефлоновой изоляции. Подобным образом поступают даже в самых именитых компаниях, что демонстрирует прототип игрушечного робота AIBO от Sony.
В магазинах продаются относительно дешевые двусторонние луженые и даже с металлизированными отверстиями и защитной маской на перемычках макетные платы очень высокого качества.

Отметим, что подобные макетные платы позволяют без особых усилий достичь высокой плотности монтажа, так как нет необходимости заботиться о разводке проводящих дорожек. Однако, например, при разработке силовых блоков и при применении элементов с нестандартным шагом выводов или их геометрией, а также при использовании элементов с поверхностным монтажом (чего мы пока не делаем) готовые макетные платы использовать становиться затруднительно.
В качестве альтернативы макетным платам мы применяли методы срезания фольги в промежутках между токопроводящими площадками и упомянутый метод ЛУТ. Первый способ применим только в случае самых простых вариантов разводки, но зато не требует вообще ничего, кроме острого ножа и линейки. Способ ЛУТ давал в целом хорошие результаты, но хотелось некоторого разнообразия. Способ с использованием мы посчитали слишком трудоемким и требующим применения едких химикатов, что в домашних условиях не всегда допустимо. Случай позволил нам узнать о еще одном способе - о методе прямой струйной печати шаблона на фольгированном стеклотекстолите (ключевые слова для поиска на английском языке - Direct to PCB Inkjet Printing).
Способ подразделяется на следующие этапы:
- Собственно печать пигментными
- Термическое закрепление напечатанного шаблона. При этом чернила приобретают устойчивость к травящему раствору.
- Удаление чернил с печатной платы.
Есть также альтернативный вариант:
- Печать в принципе любыми чернилами шаблона печатной платы непосредственно на фольгированном стеклотекстолите с использованием, как правило, модифицированного струйного принтера.
- На еще невысохшие чернила распыляется порошковый тонер от лазерного принтера/копира, излишек тонера удаляется.
- Термическое закрепление напечатанного шаблона. При этом тонер сплавляется и надежно сцепляется с фольгой.
- Травление незащищенных шаблоном участков фольги обычным способом, например, с использованием хлорида железа III.
- Удаление запекшегося тонера с печатной платы.
Второй вариант мы не стали рассматривать из-за нежелания работать с порошковым тонером, способным испачкать все вокруг при случайном неверном движении или чихе. Во всех обнаруженных нами реализованных способах прямой струйной печати шаблона использовались струйные принтеры Epson. Также вид чернил, вернее использованного в них типа красителя - пигмента, у нас устойчиво ассоциируется с принтерами данного производителя, поэтому поиск подходящего принтера мы начали с каталога Epson. Судя по всему, у Epson есть, или, по крайней мере, были модели, способные печатать на носителях с толщиной до 2,4 мм (при этом не только на CD/DVD-дисках), например, Epson Stylus Photo R800, но эта модель уже не выпускается, а получится ли использовать что-то из современных аналогов (явно недешевых) мы заранее не знали. В итоге было решено поискать самую дешевую модель, в которой применяются пигментные чернила. Модель нашлась - Epson Stylus S22. Этот принтер оказался и самым дешевым среди всех принтеров Epson - цена на него составляла менее 1500 руб., потом, правда, она заметно подросла: в московской рознице (рублевый эквивалент - во всплывающей подсказке) - Н/Д(0) .

Беглый осмотр показал необходимость внесения существенных изменений в конструкцию принтера, так как она предусматривала печать на гибком носителе с его изгибом при движении от верхнего загрузочного лотка к приемному лотку. Описанная ниже последовательная модификация синтезирована из нескольких итераций, так как после очередной сборки выяснялось, что в конструкцию нужно внести те или иные изменения. Поэтому не исключена вероятность небольших неточностей в описании этого процесса. Модификация преследует две основные цели. Во-первых, обеспечить прямую без изгибов и перепадов высот подачу носителя, для чего нужно изменить, а фактически создать заново подающий и приемный лотки. Во-вторых, обеспечить возможность печати на толстых материалах - до 2 мм, для чего необходимо приподнять узел с печатающей головкой и ее направляющими салазками. Итак:
1. Выкрутить два самореза на задней стенке и снять кожух, освободив защелки, которыми он еще цепляется за днище.

2. Отсоединить шлейф контрольной панели от основной платы, открутить два самореза, крепящие контрольную панель,

высвободить шлейф контрольной панели и отложить ее в сторону. Она еще пригодится, в отличие от кожуха корпуса.
3. Открутить 4 самореза блока подачи бумаги, высвободить провода, идущие к двигателю каретки, отжать фиксатор шестерни ролика подачи, снять стойку ролика подачи и весь блок подачи, снять боковой прижим бумаги - эти детали больше не пригодятся.




4. Открутить по саморезу на поддоне впитывающей подушечки и на блоке питания, отсоединить дренажный шланг от поддона и шлейф от БП на основной плате, снять поддон впитывающей подушечки и БП. Отложить их в сторону - еще пригодятся.



5. Открутить два самореза планки с роликами, прижимающими выходящий лист, снять этот узел и переместить в кучку с «лишними» деталями.

6. Справа открутить саморез и винт, закрепляющие салазки, по которым двигается печатающая головка.

Снять пружину, прижимающую салазки.

Снять пружину линейки каретки (ленты с нанесенными штрихами) и саму линейку.

Открутить два винта, крепящие основную плату,

и отжать ее от салазок (осторожнее с датчиком бумаги!). Открутить саморез крепления салазок, находящийся под основной платой.

Слева открутить саморез крепления салазок.

Отсоединить разъем (J7) двигателя подачи от основной платы.

Отсоединить пружину в левой части салазок.

Снять салазки в сборе с печатающей кареткой и основной платой.

7. Слева открутить саморез фиксатора вала протяжки,

снять вал и его фиксатор.

8. Снять все дополнительные направляющие в начале протяжки, которые крепятся на фиксаторах.

9. С помощью полотна от ножовки по металлу и надфилей выпилить окно в днище от боковых стоек, до нижней части подающего лотка и до подающего вала. При этом удобно использовать имеющиеся пазы и отверстия в днище. Заусенцы срезать ножом, опилки удалить.

10. Теперь нужно создать лоток для прямой подачи. Для этого можно использовать два отрезка алюминиевого уголка 10 на 10 мм длиной 250 мм и часть оригинальной подставки под бумагу в подающем лотке (можно использовать и любую жесткую пластину подходящего размера). Уголки крепятся с помощью винтов М3 с потайными головками так, как показано на фотографиях ниже. На вертикальных плоскостях корпуса принтера, к которым крепятся уголки, следует выпилить пазы, чтобы подающий лоток можно было немного перемещать вверх-вниз для тонкой подстройки его положения.






На правом уголке нужно срезать вертикальный угол, иначе правый прижимной ролик будет в него упираться. Также на поддоне нужно выпилить паз напротив датчика бумаги (хотя, видимо, можно этого и не делать).

А на усик датчика бумаги надеть кусочек трубки, тем самым немного его удлинив.

11. Отсоединить датчик положения вала подачи (один винт), срезать стопор на корпусе датчика, и закрепить его, сдвинув максимально вниз.

При последующей сборке проконтролировать, что диск со штрихами размешается посредине прорези датчика и не задевает его края.
12. Под три точки крепления салазок подложить по две шайбы с отверстием 4 мм каждая толщиной 1 мм. При использовании широких шайб в двух местах их нужно подпилить, чтобы они не упирались в элементы корпуса.


13. Снять прижимные валики, надеть на них надеть 2-3 слоя (на центральную пару роликов минимум 3 слоя) термоусадочной трубки с усадкой промежуточных слоев термофеном или другим способом нагрева. Надфилем углубить пазы для роликов так, чтобы они свободно вращались. Вставить ролики в держатели.

14. В припаркованном положении, а также в процессе прочистки дюз и инициализации новых картриджей к нижней поверхности печатающей головки, там, где расположены дюзы, прижимается подушечка с резиновой прокладкой. Снизу к подушечке подведена трубочка, идущая к вакуумной помпе. При прочистке помпа подсасывает чернила из картриджей, а при хранении дюзы предохраняются от высыхания в них чернил. Поэтому важно обеспечить плотное прилегание резиновой прокладки к головке, но из-за сдвига вверх салазок и печатающей головки это условие может не выполняться. Нужно увеличить ход подушечки в кроватке. Для этого придется снять или хотя бы отодвинуть помпу - отвернуть два самореза и отжать два фиксатора.


Затем снять пружину, подтягивающую кроватку подушечки, снять узел кроватка-подушечка, и отсоединить трубочку, отходящую от подушечки. Далее ножом подрезать где-то на 1,5 мм в нужных местах участки корпуса подушечки и кроватки, увеличив вертикальных ход подушечки. Затем собрать узел обратно. Так как при использовании неоригинальных картриджей автоматическая прочистка дюз и инициализация картриджей приводила к странным результатам, то мы решили отключить помпу от подушечки, для чего использовали кусочек трубочки и тройник. Для удаления избытка чернил или при ручной промывке подушечки к тройнику можно подсоединять шприц, или просто зажимать его отвод пальцем и, прокручивая вал подачи назад (за шестерню впереди слева), задействовать помпу принтера.
15. Произвести сборку принтера в обратном порядке. При установке вала подачи аккуратно очистить посадочные места от стружек и пыли и нанести на них и на соответствующие участки вала слой консистентной смазки. После установки вала необходимо настроить лоток подачи. Ослабив винты крепления лотка к боковым стенкам корпуса, используя жесткую пластину подходящего размера (например, кусок стеклотекстолита), нужно добиться того, чтобы движение пластины от подающего лотка по подающему валу и по валу в выходном лотке было ровным, без перепадов в высоте. Также следует обеспечить строгую параллельность направляющих подающего лотка и их перпендикулярность подающему валу. Найдя такое положение подающего лотка, винты следует закрутить и желательно зафиксировать со стороны гаек каплей лака. Затем продолжить сборку. С правой стороны из-за сдвига салазок вверх вернее крепежное отверстие не совпадет с отверстием в стойке корпуса - можно подпилить отверстие и закрепить салазки винтом, а можно и оставить так, как есть.

Поддон впитывающей подушечки, предварительно укоротив его правую стойку, мы установили в исходном месте, зафиксировав его в двух точках термоклеем. Блок питания, на исходной позиции не поместился, поэтому мы не нашли ничего лучшего, как просто закрепить его пластиковой стяжкой на левой стойке каркаса принтера. К ушку на БП мы прикрутили контрольную панель.


Оригинальный приемный лоток вызывает перегиб выходящего листа, поэтому его нужно усовершенствовать для обеспечения ровного горизонтального выхода листа. Для этого достаточно под лоток подложить что-то высотой чуть меньше 3 см, а на лоток положить пару толстых журналов или стопку бумаги. Впрочем, через некоторое время мы заменили эту конструкцию лотком, изготовленным из кожуха неработающего DVD-плеера. Что нужно сделать с кожухом, чтобы превратить его в лоток, понятно из фотографий, впрочем, тут каждый может использовать свое воображение и подручный материал.


Результат:


Сдвиг салазок вверх на бо льшую величину, чем описано выше, сопряжен с некоторыми трудностями. Проблемными местами являются как минимум датчик положения подающего вала, правый кронштейн линейки каретки, и парковочный узел. Возможно и что-то еще. В итоге толщина материала, на котором может печатать модифицированный принтер, составляет где-то 2 мм или чуть больше, поэтому при текстолите толщиной 1,5 мм подложка не должна быть толще 0,5 мм, при этом она должна быть достаточно жесткой, чтобы перемещать заготовки для печатных плат. Подходящим и доступным материалом оказался плотный картон, например, от папки для бумаг. Подложку нужно вырезать точно по ширине подающего лотка, так как любое горизонтальное смещение отразится на точности печати. В нашем случае подложка получилась размером 216,5 на 295 мм. Оригинальный узел подачи использовать не получится, поэтому подложку нужно вручную подводить под прижимные валики, но при этом не должен активироваться датчик бумаги. Из-за чего в подложке придется сделать вырез под усик датчика бумаги, в нашем случае на расстоянии 65 мм от правого края, глубиной 40 мм и шириной 10 мм. При этом печать начинается на расстоянии 6 мм от дна выреза, то есть на 6 мм раньше края носителя, который определяет принтер. Почему так - нам не известно. Для закрепления заготовок на подложке удобно использовать двустороннюю клейкую ленту. Прижимные валики прижимают подложку к подающему валу с большим усилием, поэтому для ровной подачи при печати валики не должны заезжать или съезжать с заготовки. Чтобы обеспечить это условие до, после и возможно с боков заготовки нужно приклеить материал с такой же толщиной. Это также облегчит позиционирование заготовки при серийной и/или двусторонней печати.
Оригинальные картриджи довольно быстро кончились, но в целом результаты с использованием оригинальных чернил оказались весьма хорошими . Тем не менее, было решено приобрести перезаправляемые картриджи и совместимые чернила.


На этом душа не успокоилась, были предприняты попытки модификации чернил с целью увеличения в них содержания полимерной составляющей. В итоге этих экспериментов дюзы с черными чернилами забились на 90%, с пурпурными - на 50%, в «желтом» ряду не работала одна дюза и только дюзы голубых чернил остались полностью работоспособными. Впрочем, для печати шаблонов достаточно и одного цвета. Так как пурпурные чернила показали лучший результат, то в картридж голубого цвета были заправлены именно они.
1. Подготовить поверхность заготовки. Если она относительно чистая, то достаточно ее обезжирить ацетоном. Иначе, обезжирить, зачистить абразивной губкой, и, для образования оксидного слоя, поместить в печку на 15-20 минут при температуре 180°С. После чего охладить и обезжирить ацетоном.
2. Используя двустороннюю клейкую ленту и вспомогательные обрезки текстолита закрепить заготовку на подложке.
3. Перевести шаблон в чистый цвет, который будет использоваться при печати. В нашем случае - в голубой (RGB = 0, 255, 255). Провести пробную печать (можно не шаблона целиком, а только габаритных точек, например углов), при необходимости в программе, используемой для печати, произвести коррекцию положения шаблона, смыть ацетоном предыдущий результат, повторить, если нужно, процедуру коррекции.

4. Напечатать шаблон на заготовке. Наилучшие результаты получены при следующих установках:


5. Подсушить заготовку на воздухе в течение 5 мин, для ускорения можно воспользоваться феном. Затем отсоединить заготовку от подложки и провести предварительное закрепление в печке в течение 15 мин (время от включения печки) при 200°С в пике. Остудить заготовку.
6. Для точного позиционирования второго слоя можно просверлить несколько отверстий небольшого диаметра, например, диаметром 1 мм в точках крепления будущей платы. Закрепить заготовку поверхностью для второго слоя вверх, при этом двустороннюю липкую ленту нужно наклеивать на полностью закрашенные участки первого слоя. Если заготовка плотна зажата между двумя пластинами спереди и сзади, то использовать двустороннюю липкую ленту необязательно. Обезжирить заготовку ацетоном.
7. Выполнить позиционирование и печать - повторить пункты 3 и 4.

8. Подсушить заготовку на воздухе в течение 5 мин, для ускорения можно воспользоваться феном. Затем отсоединить заготовку от подложки, закрепить ее на стойках, например, изготовленных из скрепок, поместить в печь, и провести закрепление в течение 15 мин (время от включения печки) при 210°С в пике. Остудить заготовку.



9. Осмотреть заготовку, места с подозрительно тонким слоем чернил (например, рядом с отверстиями или налипшими пылинками) закрасить водостойким маркером. Протравить заготовку. Чтобы поверхность заготовки сохраняла дистанцию от дна емкости, можно в отверстия (1 мм диаметром, использованные для позиционирования второго слоя) вставить зубочистки, так, чтобы острый кончик выходил на 1,5-2 мм, а толстый откусить на такую же высоту. При травлении плату периодически переворачивать и контролировать готовность.


Смыть чернила ацетоном.


Важные замечания.
1. Чтобы используемые чернила приобрели устойчивость к травящему раствору, их нужно выдержать порядка 15 мин (время от включения печки) при температуре около 210°С в пике (получена с использованием термопары, расположенной рядом с заготовкой). Интервал узкий, так как при превышении на 5-10°С текстолит начинает разрушаться, при занижении - чернила смываются травящим раствором. Точные условия в конкретном случае нужно подбирать опытным путем. Для контроля можно использовать тест ватной палочкой. Если смоченная водой ватная палочка легко смывает чернила, значит нужно увеличить температуру, если не смывает, или только чуть-чуть окрашивается, значит, устойчивость к травящему раствору приобретена. Если даже смоченная ацетоном ватная палочка с трудом смывает чернила, значит, устойчивость к травящему раствору очень хорошая. Таким образом можно подобрать чернила и условия температурного закрепления, дающие наилучшие результаты. Отметим, что мы использовали электрическую печку-гриль, включали только верхний ТЭН, а при окончательном закреплении чернил термостат печки устанавливали на 220°С.
2. Воспроизводимость печати достигает порядка 0,1 мм, поэтому при необходимости можно поверх первой стороны шаблона напечатать его же второй раз, с промежуточной сушкой прямо на подложке термофеном (с регулируемой температурой) или бытовым феном, установленным на максимальную температуру. Сушка нужна для того, чтобы прижимные валики не смазывали предыдущий слой.
3. Изготовление двух сторон можно выполнять последовательно. Сначала напечатать и закрепить первую сторону, а фольгу на второй защитить, например, акриловой краской из баллончика. Протравить первую сторону, смыть ацетоном защиту со второй, напечатать и закрепить вторую сторону, защитить краской первую, протравить вторую строну, и смыть защиту с первой.
4. Печатать нужно следующим образом: сначала отправить задание на печать, подождать, пока принтер не сообщит об отсутствии бумаги, затем аккуратно продвинуть подложку с закрепленной заготовкой под прижимные валики, прокручивая вал подачи за шестерню впереди слева, после чего нажать на кнопку продолжения печати. При небольших перерывах между сеансами печати принтер не будет выполнять процедуру короткой прочистки, поэтому можно сначала загрузить подложку с заготовкой, а затем отправить задание на печать.
5. Следует соблюдать особую чистоту, так как любая пылинка, попавшая на непросохшие чернила на заготовке, может привести к дефекту.
Указанным способом было изготовлено несколько двусторонних печатных плат, и, хотя дорожки у же, чем 0,5 мм не использовались, на тестовых участках была продемонстрирована возможность получения дорожек шириной 0,25 мм, и это явно не является пределом данного метода.

P.S. Пример двусторонней платы с дорожками 0,25 мм (при проектировании были заложены нормы 0,25 мм на ширину дорожек и на зазоры, но при ручной доводке расстояния между дорожками были по возможности увеличены). Отметим, что при изготовлении двусторонних плат, видимо, все же надежнее стороны печатать и травить последовательно. Сторона 1:

Сторона 2:

Можно заметить три вида дефектов:
1. Линейное искажение, которое, видимо, вызвано тем, что одна сторона печаталась в быстром двухпроходном режиме, а вторая в медленном однопроходном. То есть лучше обе стороны печатать в одном и том же режиме.
2. Местами дорожки чуть уширены из-за растекания чернил. Данный дефект можно избежать, тщательно подготавливая поверхность - обезжирить куском материи, смоченной в ацетоне, затем тщательно протереть сухим ватным тампоном.
3. С одного края дорожки и контактные площадки стравились заметно больше. Произошло это из-за перегрева, в результате которого чернила сильно потемнели и стали отслаиваться. Значит необходимо тщательно следить за равномерностью нагрева (выбирать место в печке, где нагрев более равномерный) и ни в коем случае не допускать перегрева - чернила должны заметно потемнеть, но не приобретать темно-серный оттенок.
Однако эти дефекты не оказались критичными и в результате, без какой-либо коррекции разводки мы получили полностью функционирующее устройство.

В перечне полиграфического оборудования есть профессиональная и универсальная техника. Принтер, печатающий по ткани, относится ко второй группе. Изображения на белом и цветном текстиле получаются яркими, долговечными. Для разных материалов есть своя технология и подходящее оборудование.
Приборы для прямой печати
Цифровой способ - один из самых доступных и оперативных. Не нужно промежуточных форм, можно работать с любыми видами тканей. Методика основана на пропитывании текстильной основы водорастворимой краской с последующим нагреванием. Под воздействием высоких температур рисунок прочно закрепляется на поверхности.
В технологическом процессе принимает участие 2 основных прибора: принтер и термопресс. Сначала разрабатывают макет рисунка на компьютере - в графическом редакторе.
Затем вещь помещают в принтер прямой печати. Изображение переносится с цифрового исходника на текстиль. Краска быстро проникает в ткань и ложится ровным слоем. Картинка получается яркая, с точными контурами, видна с обеих сторон и долго не стирается.
Известные марки: HP, Brother, Epson, JETEX, DreamJet, Power Jet. Больше всего востребованы машины прямой печати, создающие рисунки размером А4 и А3.
Цена техники, работающей на смешанных материалах светлых тонов, начинается от 100 тыс. руб. Принтеры для печати по тканях из натурального хлопка стоят 400-650 тыс. руб. В такую же сумму обходятся модели, работающие как с белым, так и цветным текстилем.
 В крупных типографиях используют промышленные текстильные принтеры
В крупных типографиях используют промышленные текстильные принтеры
Дополнительное оборудование
Для фиксации рисунка используется плоский термопресс (другое название - планшетный). На рабочую поверхность укладывают текстиль (например, футболку) и прижимают плитой, которая нагревается до 220-250 градусов. Высокое давление и температура вплавляют краску в ткань.
По механизму открывания планшетные прессы бывают вертикально-откидные и поворотные. В первом случае плита поднимается вверх. Во втором - сдвигается в сторону относительно стола.
Термопрессы также различаются габаритами нагревательной плиты. Самые ходовые форматы - 380 х 380 и 400 х 500 мм. Их можно использовать для нанесения изображений на разные виды плоских поверхностей: одежду, платки, полотенца, постельное белье.
При покупке обращайте внимание на мощность пресса, способы регулировки давления и температуры, виды обрабатываемых материалов. Проверьте гладкость плиты и равномерность ее нагрева.
Простой ручной агрегат обходится в 15-35 тыс. руб. Автоматическое управление повышает цену до 100 тыс. руб.
 Популярные бренды термопрессов: HIX, Insta HTP, AcosGraf, Sefa, ZnakPress, Transfer Kit.
Популярные бренды термопрессов: HIX, Insta HTP, AcosGraf, Sefa, ZnakPress, Transfer Kit.
Сублимационное оборудование
Технология термотрансфера построена на переносе изображения на текстильную основу через промежуточный носитель. Если наносить рисунок на синтетическую ткань, получается фактурный, долговечный отпечаток. На хлопке изображения быстро смываются при стирке.
Для термопереноса нужны:
- компьютер с пакетом графических программ для создания макетов;
- принтер для сублимации;
- термопресс плоский.
Сублимационный принтер можно заменить обычным цифровым. При покупке нужно лишь уточнить, заправляется ли он сублимационными чернилами.
Рисунок печатают на сублимационной бумаге . Она не впитывает краску, не дает ей растекаться и формирует четкое изображение с ровной поверхностью.
Изделие отправляют в термопресс. Под воздействием высоких температур и вакуума бумага сгорает, а сублимационные чернила крепко припаиваются к ткани. В работе используют такие же виды термопрессов, что и для цифровой прямой печати.
 Фактурный рисунок отлично выглядит на футболках и другой одежде
Фактурный рисунок отлично выглядит на футболках и другой одежде
Станки для трафаретной печати
Эта техника получения оттиска построена на создании рисунка с помощью специальных трафаретов, каждый из которых соответствует определенному цвету. Сначала цифровое изображение разбивают по оттенкам на части. Затем на отдельных листах бумаги печатают одним цветом силуэт рисунка и покрывают фотоэмульсией.
После этого к работе подключают трафаретный станок. На нем последовательно выполняют несколько действий:
- переносят рисунок на раму с натянутой сеткой;
- натягивают на станок текстиль;
- сверху устанавливают трафарет с чернилами и продавливают их сквозь мелкие ячейки.
В однокрасочных станках предусмотрена одна печатная секция. Двух- и многокрасочные модели представляют собой устройства карусельного типа. На них можно одновременно покрыть рисунком несколько вещей, не меняя трафареты. Каждая краска находится в отдельной секции и продавливается через свою сетку.
 Краску можно наносить на рабочее поле кистью или валиком
Краску можно наносить на рабочее поле кистью или валиком
По уровню механизации трафаретные станки делятся на 3 вида:
- С ручным управлением. Простое устройство, удобная эксплуатация, можно использовать дома. Не подходят для крупных тиражей. Минимальная цена - 35 тыс. руб.
- Полуавтоматические. Стоят от 70 тыс. руб. Повышенная производительность - процесс печати и снятия изделий автоматизирован. Накладка изделий делается вручную. В промежуточных этапах текстильный принтер обеспечивает сушку краски на одежде.
- Автоматические. Профессиональное трафаретное оборудование с высокой производительностью. Все процессы автоматизированы и не требуют ручного труда. Минимальная стоимость техники - 150 тыс. руб.
Известные производители трафаретного оборудования: Fusion, Chameleon, Economax, Kruzer, Sidewinder.
После нанесения каждого цвета и по окончании печати чернила должны просохнуть. В дополнение к ручным и полуавтоматическим принтерам по ткани нужно приобрести сушильное устройство камерного или туннельного типа. Конвейерные сушилки стоят дорого (от 250 тыс. руб.) и подходят для крупных промышленных производств.
Вспомогательная техника для трафаретной технологии:
- машинка для изготовления трафаретов;
- экспонирующее устройство;
- промывочная кабина для обработки сетчатых рамок.
В целом комплект обойдется в 150-200 тыс. руб.
Термоаппликация по ткани
Технология термоаппликации самая простая из всех видов текстильной печати. Рисунок для одежды создают вручную из отдельных элементов клеевой пленки. Затем ткань помещают в разогретый пресс, который фиксирует аппликацию. Используют такие же термопрессы, как и для прямой печати. В домашних условиях закрепить картинку можно утюгом.
Пленку распечатывают на обычном цифровом или струйном принтере. В качестве расходных материалов используют также винил, бархат, замшу.
Обзор флагманских моделей текстильных принтеров
Сублимационный принтер для ткани компактных размеров, с шириной печати 64 дюйма (1626 мм). Рекомендован для крупных тиражей. Работает с чернилами высокой плотности, которые обеспечивают глубину черного цвета и экономичный расход краски. Оснащен встроенной системой сушки.
Характеристики:
- Разрешающая способность до 720 х 1440 dpi позволяет создавать принты фотографической точности.
- Производительность - до 58 кв. метров ткани за час.
- Встроенные двухрядные емкости для печати вмещают по 1,5 л краски каждая, отсек для сбора отработанных чернил - на 2 л. Большие объемы емкостей экономят время на обслуживание техники.
- ЖК-экран с диагональю 6,5 см позволяет легко настраивать и контролировать процесс.
- Ориентировочная стоимость сублимационного принтера Epson SureColor SC-F7200 - 1 млн руб.

Профессиональный принтер для любых неровных поверхностей текстильных изделий. Работает на водорастворимых чернилах. Предназначен для прямой печати на светлых и темноокрашенных изделиях из натуральных и смесовых тканей.
На белом текстиле делает оттиски цветами CMYK в 1 или 2 прохода. Изображения получаются яркими и сочными. При обработке темных материалов добавляет к цветовой модели белую краску.
Характеристики:
- Размер стола - 356 х 406 мм.
- Разрешающая способность - от 600 х 600 до 1200 х 1200 dpi.
- 8 печатающих головок.
- Средняя стоимость текстильного принтера - 1,3 млн руб.

Ranar Pony P-4400
Ручной трафаретный станок карусельного типа для нанесения рисунков на текстиль Малогабаритная конструкция на 4 печатные головки и 4 стола. Максимальная ширина рамки - 78 см.
Есть опции для печати бейсболок и номерков. Для работы на одежде с подкладкой предусмотрена рамка-фиксатор. Цена - 240-300 тыс. руб.