Для лекальных, инструментальных и разметочных работ в машиностроении широко применяются поверочные линейки, плиты и лекальные угольники. Они предназначены для контроля отклонений от прямолинейности, плоскостности, перпендикулярности углов наклона.
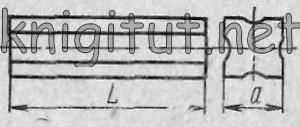
В соответствии с ГОСТ 8026–92 “Линейки поверочные. Технические условия” поверочные стальные линейки выпускаются 6 типов (рис. 10.42): с двухсторонним скосом ЛД, трехгранные ЛТ, четырехгранные ЛЧ, прямоугольного сечения ШП и хромированные ШПХ, двутаврового сечения ШД. Все они подразделяются на лекальные (типы ЛД; ЛТ; ЛЧ) и с широкой рабочей поверхностью (ШП; ШПХ; ШД).
Кроме стальных линеек предусмотрены чугунные линейки с широкой поверхностью: мостики ШМ, угловые трехгранные УТ и твердокаменные (ШП–ТК, ШМ–ТК, УТ–ТК). Длина линеек варьируется от 80 до 4000 мм.
Линейки типов ШМ и УТ изготавливаются в двух исполнениях: с ручной шабровкой и с механически обработанными рабочими поверхностями. Шероховатость рабочих поверхностей составляет R a 0,04…0,63 мкм в зависимости от типа линейки и класса ее точности.
В зависимости от точности изготовления линеек им присваивают соответствующие классы точности: для лекальных линеек - 0 или 1 класса, а для линеек типа ШП; ШД и ШМ – 00; 0; 01; 1 и 2 классы.
Средний полный срок службы стальных линеек должен быть не менее 8 лет, а твердокаменных – не менее 10 лет.
Погрешность контроля поверочными линейками зависит от применяемого метода контроля, опыта оператора, условий контроля и составляет величину 1…5 мкм.
Контроль отклонений от прямолинейности и плоскости поверочными линейками выполняется одним из трех методов: “на просвет”, методом “линейных отклонений” или “на краску”.
При проверке “на просвет” лекальную линейку острым ребром накладывают на контролируемую поверхность (рис 10.43, а ), а источник света помещают сзади линейки и детали (рис.10.43, б ). При отсутствии отклонений от прямолинейности или плоскостности свет не должен пробиваться сквозь щель между линейкой и поверхностью. Линейное отклонение определяют на глаз (рис.10.43, в ) или сравнением с образцами просвета. В качестве образцов просвета могут выступать концевые меры длины (рис.10.43, г ). Минимальная ширина щели, устанавливаемая глазом, составляет 3-5 мкм. Контроль может выполняться как для открытых поверхностей, так и в углах (рис.10.43, д ).
Схема контроля с помощью линеек с широкой рабочей поверхностью и концевых мер длины представлена на рис.10.44. При контроле прямолинейности детали 1 в направлении xx линейку 3 укладывают на две одинаковые концевые меры 2, находящиеся на расстоянии 0,233 длины линейки от ее концов. За измерительную базу принимается нижняя поверхность линейки 3 с широкой рабочей поверхностью. Отклонение от прямолинейности определяется с помощью концевых мер длины, щупов или специального средства измерений с измерительной головкой 4. Описанный метод применим для контроля прямолинейности на длине не более 2000 мм, так как при большей длине линеек их прогиб начинает оказывать существенное влияние на точность контроля.
Контроль отклонений от плоскостности методом “на краску” выполняется линейками типа ШТ, ШД, ШМ и УТ, причем у линеек типов ШМ и УТ рабочие поверхности должны быть шаброваны. При этом способе контроля рабочую поверхность линейки покрывают тонким слоем краски (например, смесью берлинской лазури или сажи с машинным маслом), перемещают по контролируемой поверхности и определяют число (площадь) пятен краски, оставшихся на выступах этой поверхности в квадрате 25х25мм. Погрешность контроля составляет примерно 3… 5 мкм.
Поверочные плиты (рис.10.45) по ГОСТ 10905–86 “Плиты поверочные и разметочные. Технические условия” изготавливаются из чугуна, гранита с вариацией размеров от 250х250мм до 4000х1600мм. Рабочие поверхности чугунных плит должны быть подвергнуты ручной шабровке или механической обработке. Шероховатость рабочих поверхностей механически обработанных чугунных и гранитных плит соответствует Ra1,25…0,32мкм.
Классы точности плит – 000; 00; 0; 1; 2; 3.
Допуск плоскостности устанавливается в зависимости от класса точности и размера плиты и составляет, например, для плиты 250х250 000 класса точности – 1,2мкм, а для плиты 2500х1600 3-го класса точности – 120 мкм.
Плиты изготавливаются из чугуна с физико-механическими свойствами не ниже свойств марки СЧ8 с твердостью 170…229 НВ.
Применение гранитных плит, имеющих большую твердость рабочей поверхности, более высокую износостойкость, меньшую температурную, вибрационную зависимость позволяет повысить точность контроля. Гранитные плиты изготавливаются из диабаза, габбро и различного типа гранитов, имеющих предел прочности на сжатие не менее 264,9 МПа.
Допустимая погрешность контроля отклонений – 3…5 мкм.
По заказу потребителя рабочие поверхности чугунных плит могут быть разделены на квадраты и прямоугольники продольными и поперечными рисками, а гранитных плит – с пазами и резьбовыми отверстиями.
Полный средний срок службы плит – не менее 10 лет.
Проверка отклонений от прямолинейности и плоскостности с помощью плит может выполняться аналогичными методами с учетом того, что аналогичными методами с учетом того, что контролируемая деталь должна быть по размером не больше размеров плиты и имела возможность определять отклонения с помощью набора щупов, концевых мер длины или специального шкального средства при использовании метода линейных отклонений (“от плиты”). Погрешность контроля, как правило, не превышает погрешностей, получаемых при контроле с помощью поверочных линеек.
4.1.1. Контроль при помощи поверочной плиты или линейки
Поверочные линейки выполняются двух основных типов\: лекаль-
ные и линейки с широкими рабочими поверхностями.
Проверка прямолинейности поверхности деталей лекальными ли- нейками производится, как правило, по способу «световой щели» («на просвет»). При этом лекальную линейку накладывают острой кромкой на проверяемую поверхность, а источник света помещают за деталью. Линейку держат строго вертикально на уровне глаз. Наблюдая за про- светом между линейкой и поверхностью детали в разных местах по длине линейки, определяют степень прямолинейности поверхности\: чем больше просвет, тем больше отклонение от прямолинейности.
Проверка прямолинейности и плоскостности линейками с широки-
ми рабочими поверхностями выполняется обычно способом «пятен» –
«на краску». При проверке «на краску» рабочую поверхность линейки покрывают тонким слоем краски (суриком, сажей), затем осторожно накладывают линейку на проверяемую поверхность и плавно, без на- жима перемещают её. После этого линейку также осторожно снимают и по расположению и количеству пятен краски на проверяемой по- верхности судят о её плоскостности. При хорошей плоскостности пят- на краски располагаются равномерно по всей поверхности. Чем боль- ше пятен на поверхности квадрата 25 25 мм, тем лучше плоскост- ность.
Поверочные плиты применяют главным образом для проверки больших поверхностей деталей способом «на краску», а также исполь- зуют в качестве вспомогательных приспособлений при контроле дета-
лей. Проверка плоскостности поверхностей деталей «на краску» при
помощи поверочных плит производится так же, как и линейками с ши-
рокими рабочими поверхностями.
На рисунке 4.1 показан способ контроля плоскостности при по- мощи поверочной плиты 4 и измерителя 3. Объект контроля 1 устанав- ливается на опоры 2 одинаковой высоты и в зазор между плитой и объектом помещают измеритель 3. В заданных точках контроля реги- стрируют показания измерителя, после чего производится их стати- стическая обработка. Масса изделия не должна быть больше предель- ной, при которой происходит недопустимая деформация плиты.
Все рассмотренные поверочные инструменты имеют очень точно обработанные рабочие поверхности и поэтому требуют осторожного и бережного обращения. Необходимо предохранять рабочие поверхно- сти инструментов от коррозии и механических повреждений. Во время работы надо класть инструменты только на деревянные или другие нежёсткие подставки. По окончании работы следует протирать их чис- той ветошью или ватой и смазывать безкислотным вазелином. Хранят эти инструменты обычно в специальных футлярах.
Рис. 4.1. Контроль плоскостности при помощи поверочной плиты и прибора для измерения длин
Для примера рассмотрим технологию испытаний асбестовых фрикционных накладок для целей сертификации на соответствие тре- бованиям технических условий к отклонению от плоскостности торце- вых поверхностей накладок.
Фрикционные накладки 2 испытывают под давлением с помощью нажимных колец 3. Метод испытаний основан на измерении под давле- нием с помощью набора щупов по ТУ 2-034-225–87 зазора между рабо- чей (торцевой) поверхностью фрикционной накладки и поверхностью поверочной плиты 1 (рис. 4.2), на которой размещена накладка.
Размеры нажимного кольца выбирают таким образом, чтобы на подвергаемую испытаниям фрикционную накладку создавалось давле- ние (1,5 0,2) кПа. Накладку размещают на поверочной плите и сверху устанавливают нажимное кольцо или набор колец, обеспечивающих давление на накладку (1,5 0,2) кПа. Контроль отклонения от плоско- стности накладок проводят с помощью набора щупов с максимальным размером, на 0,01 мм превышающим установленное в технической документации допускаемое отклонение от плоскостности. Зазор между поверхностью накладки и поверочной плитой контролируют по длине всей окружности наружного диаметра накладки.
За результат испытаний принимают максимальный размер щупа,
который входит в зазор между торцевой поверхностью накладки и по- верочной плитой без усилия на глубину не менее одной третьей части ширины поля накладки.
После контроля отклонения от плоскостности для одной торцевой поверхности накладки её переворачивают, кладут на другую торцевую поверхность, сверху устанавливают нажимное кольцо (или нажимные кольца) и аналогичным образом контролируют отклонение от плоско- стности для второй торцевой поверхности.
Рис. 4.2. Схема контроля отклонения от плоскостности фрикционных накладок\:
1 – поверочная плита по ГОСТ 10905 не ниже 2-го класса точности\;
2 – фрикционная накладка\; 3 – нажимное кольцо из стали по ГОСТ 1050, твёрдость НРСэ 57-63\; 4 – зона контроля отклонений от плоскостности (по всей длине окружности)
4.1.2. Контроль при помощи гидростатического уровня
Один из самых простых и надёжных методов контроля плоскост- ности объектов 1 (см. рис. 4.3) является контроль при помощи гидро- статического уровня 2, который состоит из двух мерных сосудов, за- полненных жидкостью и соединённых между собой шлангом. Разность отсчётов уровней жидкости в сосудах является мерой отклонения от плоскостности. Среднее квадратическое отклонение разности отсчётов во всех точках контроля может служить показателем качества, харак- теризующим плоскостность поверхности изделия.
Метод применим для протяжённых объектов. Однако размеры объекта ограничиваются кривизной поверхности Земли и длиной шлангов.
Рис. 4.3. Контроль плоскостности при помощи гидростатического уровня
4.1.3. Контроль при помощи зрительной трубы
Контроль производится при помощи зрительной трубы 3 (см. рис. 4.4), имеющей указатель центра, которая устанавливается по уров- ню 2 и наводится на цель – рейку 4 со шкалой длины. Рейка устанавли- вается в заданные точки контроля объекта, и каждый раз определяются показания по шкале рейки, после чего производится их статистическая обработка. Метод применим для крупных горизонтальных объектов длиной до 15 000 мм, а при учёте влияния окружающей среды и до
100 000 мм. Иногда в качестве указателя применяется узконаправлен-
ный луч лазерного излучения.
Рис. 4.4. Контроль плоскостности при помощи зрительной трубы
Результаты измерения углов проходного резца
ЛАБОРАТОРНАЯ РАБОТА №6
1. Цель работы:
Изучить устройства и правила пользования средств измерения прямолинейности, плоскостности, горизонтальности и шероховатости поверхности.
2. Регламент работы: 1 час 20 минут.
3. Оборудование рабочего места:
3.1 Методические указания по данной работе
3.2 Плакаты
3.3 Линейки, уровни, плиты, головка блока, гильзы, пальцы, краска, кисть, образцы.
4. Теоретическая часть:
Точность геометрических параметров деталей, характеризуется точностью не только размеров её элементов, но и точностью формы и взаимного расположения поверхностей. Отклонения (погрешности) формы и расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформации станка, инструмента и приспособления; деформации обрабатываемого изделия; неравномерности припуска на обработку и т. д.
Форма плоских поверхностей характеризуется прямолинейностью и плоскостностью.
Отклонение от прямолинейности ∆ наибольшее расстояние от точек реального профиля 2 до прилегающей прямой 1 в пределах нормируемого участка (рис. 6.1, а. б.). Отклонение от плоскостности – наибольшее расстояние от точек реальной поверхности 2 до прилегающей поверхности 1 в пределах нор -
мируемого участка (рис. 6.1. в.). Частными видами отклонения от прямолинейности и плоскостности являются выпуклость (рис. 6.1. а.), при которой отклонения уменьшаются от краёв к середине и вогнутость (рис. 6.1 б.) – характер отклонений обратный.
Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности детали и рассматриваемых в пределах базовой длины.
Под горизонтальностью понимается – положение проверяемой плоскости относительно горизонта.
По значению отклонений плоские поверхности делят на 16 степеней точности в соответствии с установленными допусками плоскостности и прямолинейности в пределах нормируемого участка. С увеличением степени точности размер допуска увеличивается.
 |
Измерение прямолинейности производится поверочными линейками (ГОСТ 8026-64) типов ЛД, лекальные с двухсторонним скосом, ЛТ – лекальные трёхгранные, ЛЧ – лекальные четырёхгранные (рис. 6.2.) «на просвет» и линейками типов ШП, ШД и ШМ – методом линейных отклонений. (ШП – с широкой рабочей поверхностью прямоугольного сечения; ШД – с широкой рабочей поверхностью двутаврового сечения; ШМ – с широкой рабочей поверхностью, мостики).Проверка плоскостности производится поверочными линейками типов ШП, ШД и УТ – угловые трёхгранные, «на краску» и методом линейных отклонений («от плиты»).
1) Лекальные линейки бывают четырёх типов: с односторонним скосом длиной от 75 до 125 мм, с двухсторонним скосом от 175 до 225 мм, трёхгранные длиной 300 и 400 мм и четырёхгранные длиной 500 мм. Лекальные линей-
ки делятся на два класса 0 и 1.
2) Линейки с широкой рабочей поверхностью делятся на четыре типа: стальные прямоугольного сечения от 500 до 2000 мм и чугунные мостики от 500x4 до 4000x100 мм.
В ремонтном производстве распространены линейки размером не более 1000 мм. линейки подразделяют на три класса: 1, 2 и 3.
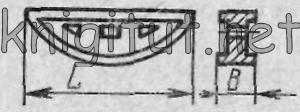
Угловые линейки служат для одновременного контроля плоскостности и угла между двумя пересекающими поверхностями (например, при контроле «ласточкина хвоста»). Эти линейки от 250 до 1000 мм применяются для проверки «на краску».
Угловые линейки имеют трёхгранное сечение и две шаброванные плоскости, образующие рабочий угол.
Плиты . Поверочная плита является основным средством проверки плоскостности поверхности «на краску». Плиты изготавливают из чугуна размерами от 100x200 до 1000x1500 мм четырёх классов: 0, 1, 2 и 3. 0, 1, 2 классы относятся к поверочным плитам, а 3 класса – к разметочным. Рабочая поверхность повероч ных плит, предназначенная для проверки «на краску» должна быть шаброванной или чисто шлифованной, а разметочная – строганной. Плиты проверяют также «на краску». К 0 и 1 классам относятся плиты, у которых число пятен со стороной 25 мм – не менее 25, у плит 2 класса – не менее 20, а у плит 3 класса – не менее 12. Плиты на своей поверхности не должны иметь коррозийных пятен или раковин. Поверочные плиты используют в качестве базы для различных контрольных операций с применением универсальных средств измерения (рейсмусов, индикаторных стоек и т.д.).
Для контроля горизонтального, вертикального положения плоскостей различных деталей, а также для проверки прямолинейности и плоскостности длинных поверхностей применяют уровни. Они также применяются при монтаже оборудования и для проверки точности станков.
В практике измерения наиболее распространены уровни брусковые (слесарные) и рамные ГОСТ 9392-60 (рис.6.3 а,б). Брусковые и рамные уровни имеют корпус 1 с измерительными поверхностями 4, основную ампулу 2 и установочную ампулу 3. Уровень устанавливают на проверяемой поверхности с помощью ампулы 3 так, чтобы ампула 2 находилась в горизонтальной плоскости. По ампуле 2 измеряют отклонение поверхности от горизонтальности и вертикальности (только рамным уровнем). Ампула уровней (рис. 6.4) представляет собой цилиндрическую трубку, заполненную эфиром так, что внутри трубки остаётся пузырёк воздуха, насыщенный парами эфира. Внутренняя поверхность ампулы имеет бочкообразную форму, поэтому при горизонтальном расположении уровня пузырёк занимает верхнее положение.
На наружной поверхности ампулы нанесена шкала с интервалом делении 2 мм. при наклоне пузырёк перемещается относительно нейтрального положения (пульпункта) пропорционального угла наклона. По шкалам ампулы изме-
 ряют наклон уровня в миллиметрах, отнесённый к длине равной 1 м. Цена деления ампул уровней составляет 0,02; 0,05; 0,10 и 0,15 мм-м и погрешность не должна превышать соответственно ± 0,004; 0,0075; 0,015 и 0,02 ммм. Наклон поверхности уровня на 0,01 ммм соответствует углу 2 градуса.
ряют наклон уровня в миллиметрах, отнесённый к длине равной 1 м. Цена деления ампул уровней составляет 0,02; 0,05; 0,10 и 0,15 мм-м и погрешность не должна превышать соответственно ± 0,004; 0,0075; 0,015 и 0,02 ммм. Наклон поверхности уровня на 0,01 ммм соответствует углу 2 градуса.
Можно пользоваться формулой: Еº = 200 Ƭ· n, где Ƭ – цена деления в (мм-м), а n – число делении, на которое сместится пузырёк.
Предел допускаемой погрешности рамных и брусковых уровней при установке их основанием на горизонтальную плоскость или на горизонтально расположенный цилиндр, а также при установке рамного уровня (любой из его вертикальных рабочих поверхностей по вертикальной плоскости или вертикальному цилиндру) равен отклонению основной ампулы от среднего (нулевого) положения на 1-4 деления.
 При установке рамного уровня верхней стороной корпуса по горизонтальной поверхности или горизонтальному цилиндру предел допускаемой погрешности равен ½ деления ампулы. Уровни по цене основной ампулы классифицируется (по ГОСТ 9392-60) следующим образом:
При установке рамного уровня верхней стороной корпуса по горизонтальной поверхности или горизонтальному цилиндру предел допускаемой погрешности равен ½ деления ампулы. Уровни по цене основной ампулы классифицируется (по ГОСТ 9392-60) следующим образом:
Оптические квадранты – приборы, в которых угломер соединён с уровнем. Они предназначены для измерения углов наклона плоских и цилиндрических поверхностей различных изделий.
Шероховатость поверхности –совокупность неровностей поверхности с относительно малыми шагами образующих рельеф поверхности детали выделенная на базовой длине ℓ.
Шероховатость поверхности изделия оценивают сличением ее с образцами шероховатости.
Для этой цели обычно используют образцы плоской или цилиндрической
рабочей поверхностью. Их изготавливают из стали, чугуна, латуни и других материалов, обрабатывая с различной шероховатостью поверхности. Образцы из одного и того же материала и одного и того же вида обработки монтируют в специальной металлической рамке. Рамки комплектуют в набор, причем для каждого материала и вида обработки подбирают образцы разных классов точности, которые могут получиться при данном виде обработки.
Сравнение поверхностей изделия и образцов обычно производят путём осмотра или на ощупь, проводя ногтем поперёк следов обработки. Контроль на ощупь имеет некоторое преимущество перед осмотром на глаз. Оба способа в состоянии обеспечить надёжную оценку в границах 3-5 классов шероховатости. Точность сравнения может быть повышена до 8 класса шероховатости, если применить лупу 4-6 кратного увеличения.
Контактные измерения шероховатости выполняются непрерывным ощупыванием поверхности изделия – при помощи профилометра (за счет перемещения алмазной иглы).
5. Порядок выполнения работы.
5.1 Проверка прямолинейности по методу световой щели (на просвет) или по методу следа.
 |
При проверке «на просвет» (методом световой щели) для сравнения используют образец просвета (рис. 6,5). Лезвие линейки накладывают на поверхность проверяемую в нужном направлении. По световой щели между рабочим ребром и объектом судят о размере отклонений от прямолинейности.
Для повышения точности наблюдений необходимо создать достаточно яркое и равномерное освещение щели с другой стороны линейки. Образец просвета выполняется из микронного набора концевых мер, доведенного бруска с широкой рабочей поверхностью и лекальной линейки. На брусок устанавливают две одинаковые меры (по краям), а между ними располагают концевые меры таких размеров, чтобы создавалась щель с увеличением просвета 1, 2, 3 и т.д. мкм до необходимого наибольшего просвета. Погрешность измерения при-
мерно 1-3 мкм.
При проверке методом следа рабочее ребро линейки проводят по чистой доведённой поверхности изделия. После этого на поверхности контролируемого изделия остаётся тонкий световой след. Если поверхность имеет неплоскостность, то след будет прерывистым. При проверке плоскости необходимо устанавливать лекальную линейку последовательно в нескольких положениях и определять отклонения от прямолинейности в каждом направлении.
5.2 При измерении по методу линейных отклонений линейку укладывают на две одинаковые опоры, расположенные на проверяемой поверхности и определяют расстояния от линейки до поверхности с помощью щупов концевых мер длины или специального прибора с измерительной головкой. Опоры располагают на расстоянии 0,21 длины линейки от её концов.
При измерении методом «на краску» рабочую поверхность линейки покрывают тонким слоем краски. Затем линейку накладывают на проверяемую поверхность. Линейке сообщают продольное перемещение и определяют плоскостность по расположению пятен. Так как проверяемая поверхность практически состоит из возвышенностей и впадин, то на возвышенностях тоже остаётся краска. При хорошей плоскостности изделия пятна располагаются равномерно по всей поверхности. Следовательно, количество пятен на заданной площади будет достаточно точно характеризовать плоскостность. За расчетную площадь, на которой рассматривают характер распределения пятен, принимают квадрат со стороной 25 мм.
Для металлообрабатывающих станков на указанном квадрате допускается не менее 9 пятен, для плит и приспособлений – 16, для контрольных плит и точных станков – 25, для измерительных приборов 30 пятен.
Число пятен для различных поверхностей приведены в таблице 6.1.
Проверку прямолинейности и плоскостности выполняют в основном линейками и поверочными плитами .
Проверка линейкой осуществляется сравнением поверяемой поверхности с образцовой методом «на просвет», а проверка с помощью плиты - методом «на краску» и определением величины зазора щупом. Достигаемая точность измерений - до 0,01 мм.
Линейки поверочные. ГОСТ 8026-75 предусматривает выпуск инструментальными заводами поверочных линеек семи типов (табл. 55).
Материалом для изготовления линеек ЛД, ЛТ и ЛЧ служит сталь марки X, HRC 58-61 (ГОСТ 5.1450-72); ШП, ШД - сталь У7, 50 или 60, HRC 50-53; ШМ, УТ -серый чугун СЧ 18-36 или ВЧ 45-5, НВ 170-229.
Отклонение углов между рабочими поверхностями линеек УТ не должно превышать ±5" у линеек 1-го класса и ±10" - у линеек 2-го класса.
У линеек ШМ и УТ рабочие поверхности должны быть шаброваны . Проверка их осуществляется на поверочной плите методом «на краску» с числом пятен в квадрате 25×25 мм не менее 30 для линеек класса 0; 25 - для линеек класса 1; 20 - для линеек класса 2.
Плиты поверочные и разметочные (технические требования по ГОСТ 10905-75). Стандартом предусмотрены плиты чугунные размером до 4000×1600 мм, изготовленные с шаброванной и нешаброванной рабочей поверхностью классов точности - 0, 1, 2 и 3.
55. Основные размеры и классы точности линеек поверочных



Плиты классов 2 и 3 относят обычно к категории разметочных, рабочие поверхности этих плит могут быть разделены на прямоугольники продольными и поперечными неглубокими канавками.
Материалом плит служит серый чугун марки не ниже СЧ 18-36, НВ 170-230.
В табл. 56 приведены данные о размерах плит и требования к их точности.
У плит, предназначенных для работы по методу «на краску», рабочие поверхности должны быть шаброваны с числом пятен в квадрате 25X25 мм не менее 30 для плит класса 0; 25 - для плит класса 1; 20 - для плит класса 2.
56. Размеры и классы точности плит поверочных и разметочных


Плиты всех размеров и классов точности после отливки и механической обработки подвергают старению.
К атегория:
Помощь рабочему-инструментальщику
Инструменты для контроля прямолинейности и плоскостности
Для контроля плоскостности и прямолинейности применяют поверочные линейки, плиты, плоские стеклянные пластины и различные устройства специального назначения.
Линейки типов ЛД, ЛТ и ЛЧ являются наиболее распространенными инструментами для контроля прямолинейности. Их называют лекальными линейками. Они бывают с двусторонним скосом, трехгранные и четырехгранные. Их изготовляют 0-го и 1-го классов точности из стали марки X или ШХ15 и термически обрабатывают до твердости HRC 58.
При проверке измерительных инструментов применяют линейки 0-го класса точности.
Прямолинейность поверхностей контролируют ли-неиками двумя способами: на просвет и на краску. При контроле на просвет линейку острым ребром наклады-ают на контролируемую поверхность, а источник света омещают сзади. При отсутствии отклонений от прямолинейности и плоскостности свет нигде не должен пробиваться. Линейное отклонение определяют на глаз или путем сравнения с образцом просвета. Минимальная ширина щели, улавливаемая глазом, составляет 3- 5 мкм.
Примеры контроля обработанных поверхностей лекальными линейками показаны на рис. 1, а - д.
При контроле методом на краску на поверочную плиту или линейку наносят тонкий слой разведенной в масле лазури или сажи, а затем накладывают на окрашенную поверхность проверяемую поверхность и слегка притирают к ней. Качество поверхности оценивают по равномерности нанесения пятен и их числу на площади размером 25X25 мм в нескольких местах. Разница в количестве пятен на соседних площадках должна быть не более двух-трех.

Рис. 1. Примеры контроля линейками.
Линейки типов ШП, ШД, ШМ и УТ с широкой рабочей плоскостью применяют для контроля прямолинейности и плоскостности деталей большого размера (400 мм и более). Их называют поверочными линейками.
Линейки ШП и ШД 0-го, 1-го и 2-го классов точности изготовляют из стали марки У7 с твердостью рабочей поверхности HRC50. Они блужат для контроля прямолинейности методом на просвет или с помощью Щупа.
Линейки типов ШМ и УТ тех же классов точности выполняют из серого чугуна СЧ18-36 или из высокопрочного ВЧ45-5 твердостью НВ 170…229. Предназначены они для контроля методом на краску.
Поверочные плиты применяют для проверки плоскостности методом на краску и для использования в качестве вспомогательного приспособления при различных контрольных операциях.
Поверочные плиты изготовляют пяти классов точности: 01-го, 0-го, 1-го, 2-го и 3-го. Рабочие поверхности плит для контроля методом на краску должны быть шаброваны и отличаться точной плоскостностью, что достигается шабрением методом трех плит. Поверочные плиты, предназначенные для иных целей, могут быть отшлифованы или притерты. Разметочные плиты могут быть изготовлены чистовым строганием. Их рабочая поверхность может быть разделена на прямоугольники неглубокими продольными и поперечными канавками.

Рис. 2. Проверочные плиты.
При контроле плоскостности и качества рабочих поверхностей шаброванных плит методом на краску число пятен в квадрате со стороной 25 мм должно быть: для плит классов 01 и 0 - не менее 30, класса 1 - не менее 25 и класса 2 - не менее 20.
Изготовляют плиты размерами от 250X250 мм до 4000X1600 мм из серого перлитного чугуна СЧ28-52 без твердых включений и пористости. Твердость рабочей поверхности должна составлять НВ 200…220.
При контроле методом на краску на рабочую поверхность плиты накладывают плиту (или деталь) с контролируемой поверхностью и слегка притирают. Плоскостность и прямолинейность оценивают по равномерности нанесения пятен и их числу на площади 25×25 мм в нескольких местах.
Плоские стеклянные пластины. Для измерения концевых мер длины и для контроля притираемости и плоскостности их измерительных поверхностей, а также поверхностей калибров и других инструментов применяют плоские стеклянные пластины.
В зависимости от назначения различают два типа пластин: – нижние (опорные), к которым притираются плоскопараллельные концевые меры длины при измерении их интерференционным методом. Эти пластины служат также для проверки притираемости и плоскостности измерительных поверхностей концевых мер, калибров и других инструментов. Они выпускаются диаметром 60, 80, 100, 120 мм и толщиной 20, 25 и 30 мм; – верхние для измерения плоскопараллельных концевых мер длины интерференционным методом.

Рис. 3. Плоские стеклянные пластинки.
Отклонения от плоскостности рабочих поверхностей не должны превышать 0,03-0,05 мкм для пластин 1-го и 0,1 мкм для пластин 2-го классов точности.
В соответствий со стандартом промышленность выпускает плоскопараллельные стеклянные пластины и наборы из них для проверки интерференционным методом плоскостности и взаимной параллельности измерительных поверхностей микрометров и рычажных скоб. Наборы состоят из четырех пластин диаметром 30, 40 и 50 мм. По толщине пластины отличаются друг ог Друга на 0,125 мм. Так, в наборе № 1 разряда 1 пластины имеют следующие размеры: 15,00; 15,12; 15,25 и 15,37 мм.
Сущность интерференционного метода контроля заключается в следующем. На контролируемую поверхность плотно накладывают плоскую стеклянную пластину и затем слегка приподнимают один ее край до образования угла менее Г. Между контролируемой поверхностью и пластиной создается тонкая воздушная прослойка в форме клина. Если на стеклянную пластину направить пучок световых лучей, то каждый луч, пройдя через пластину, отразится от ее нижней плоскости FH в точке А, а часть их преломится и упадет на контролируемую поверхность, отразится от нее и, преломившись в точке Ь, выйдет из клина. Луч, например, будет интерферировать с лучом, падающим в точку С. На поверхности будет наблюдаться ряд интерференционных полос. При дневном свете они окрашены в различные цвета, а если пользоваться однородным светом, пропуская его через зеленый или желтый светофильтр, то будет наблюдаться чередование черных полос с полосами, ярко окрашенными в ка-кой-либо определенный цвет.
Интерференционные полосы располагаются таким образом, что вдоль каждой из них расстояние от поверхности пластины до контролируемой поверхности будет одинаковым. Расстояние между двумя полосами соответствует изменению толщины воздушного клина на 0,25 мкм. Следовательно, изменение толщины воздушного клина между пластиной и контролируемой поверхностью на 1 мкм соответствует появлению четырех полос.
В тех случаях, когда контролируемая поверхность представляет собой точную плоскость (отклонение от плоскопараллельности около 0,25 мкм), в месте соприкосновения двух поверхностей наблюдаемые полосы будут прямыми и параллельными. В тех же случаях, когда контролируемая поверхность доведена до точности стеклянной пластины, интерференционные полосы исчезнут и будет наблюдаться равномерная окраска одного цвета. При контроле поверхностей, изготовленных с отклонениями, наблюдается искривление интерференционных полос. По характеру их искривления можно судить о выпуклости или вогнутости поверхности и легко определить величину этого отступления от плоскостности.

Рис. 4. Сущность интерференционного метода контроля.
Две контролируемые поверхности, имеющие выпуклость и вогнутость, показаны на рис. 4,б. Чтобы установить, имеется ли на поверхности выпуклость или вогнутость, нужно определить положение клина, а расширение его направлено в ту сторону, куда двигаются полосы при легком нажиме на стеклянную пластину. Если в сторону расширения клина направлена” выпуклость интерференционных полос, то поверхность выпуклая, если же - вогнутость, то поверхность вогнутая.
Величину искривления можно определить следующим образом. Если мысленно провести прямую, касающуюся полосы в середине, то можно увидеть, что края полосы смещены относительно середины на одну полосу, т. е. расстояние между поверхностями детали и пластины изменяется на 0,25 мкм. Следовательно, величина выпуклости составляет 0,25 мкм. Из рис. 4, в видно, что контролируемая поверхность имеет вогнутость в полполосы, т. е. 0,125 мкм.
Интерференционный способ применяется для контроля поверхностей размерами до 100X100 мм.